27 f räszyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 272
272
4.27 F
räszyklen
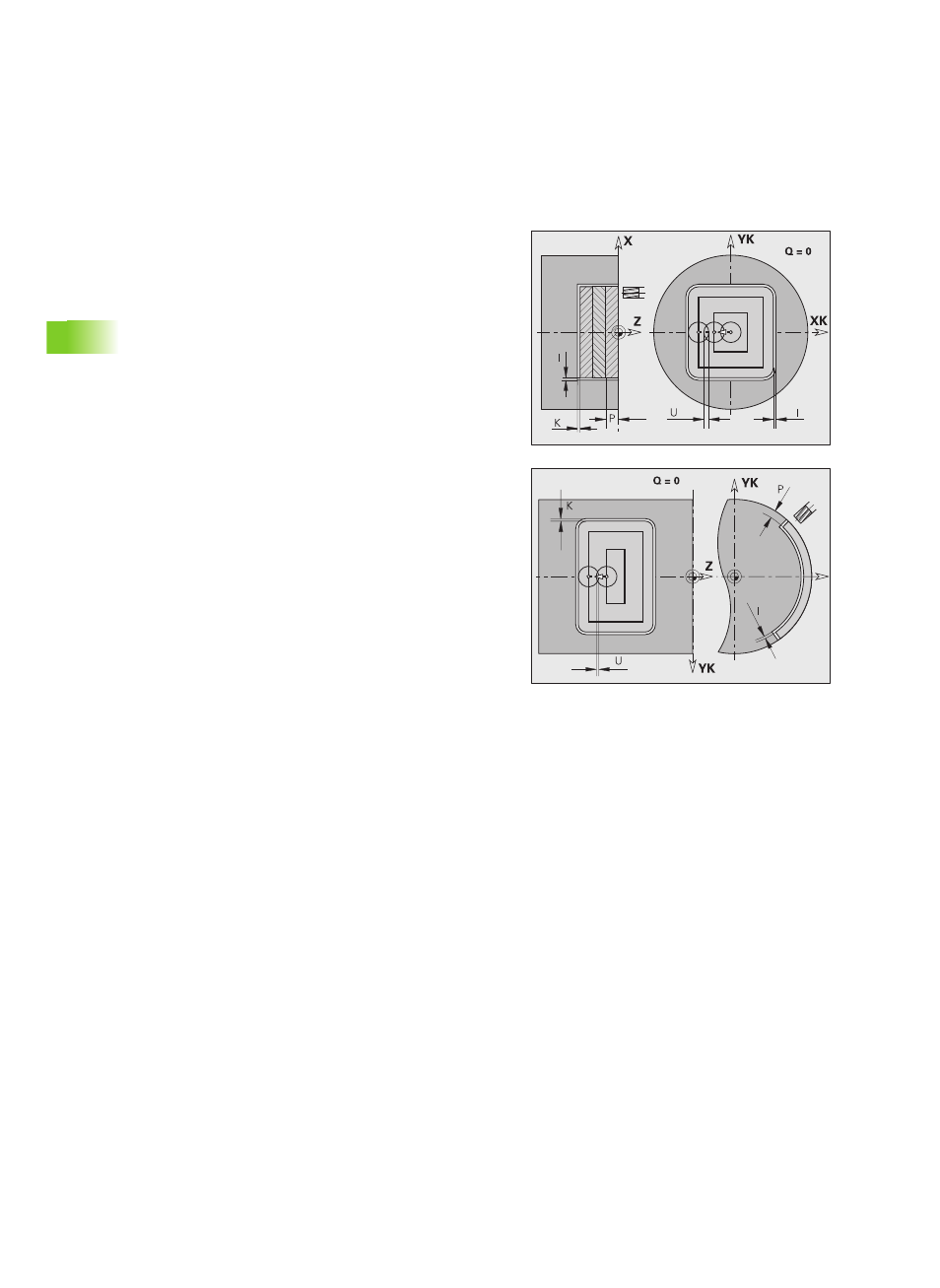
G845 – Fräsen
Die Fräsrichtung beeinflussen Sie mit der „Fräslaufrichtung H“, der
„Bearbeitungsrichtung Q“ und der Drehrichtung des Fräsers (siehe
folgende Tabelle). Programmieren Sie nur die in folgender Tabelle
aufgeführten Parameter.
Siehe auch:
G845 – Grundlagen: Seite 270
G845 – Vorbohrpositionen ermitteln: Seite 271
Parameter – Fräsen
NS
Satznummer – Referenz auf die Konturbeschreibung
P
(Maximale) Frästiefe (Zustellung in der Fräsebene)
I
Aufmaß in X-Richtung
K
Aufmaß in Z-Richtung
U
(Minimaler) Überlappungsfaktor. Legt die Überlappung der
Fräsbahnen fest (default: 0,5).
Überlappung = U*Fräserdurchmesser
H
Fräslaufrichtung (default: 0)
H=0: Gegenlauf
H=1: Gleichlauf
F
Zustellvorschub für Tiefenzustellung (default: aktiver
Vorschub)
Ab Software-Version 625 952-05: F wird bei pendelnd oder
helikal Eintauchen als Bearbeitungsvorschub verwendet.
E
Reduzierter Vorschub für zirkulare Elemente (default:
aktueller Vorschub)
J
Rückzugsebene (default: zurück zur Startposition)
Stirn- oder Rückseite: Rückzugsposition in Z-Richtung
Mantelfläche: Rückzugsposition in X-Richtung
(Durchmessermaß)
Q
Bearbeitungsrichtung (default: 0)
Q=0: von innen nach außen
Q=1: von außen nach innen
A
Ablauf „Fräsen“: A=0 (default=0)
NF
Positions-Marke – Referenz, aus der der Zyklus die
Vorbohrpositionen ausliest [1..127].
O
Eintauchverhalten (default: 0)
Senkrecht Eintauchen O=0: Der Zyklus fährt auf den
Startpunkt, taucht mit dem Zustellvorschub ein und fräst dann
die Tasche.