34 v a ri ablenpr ogr a mmier ung – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 317
HEIDENHAIN CNC PILOT 4290
317
4.34 V
a
ri
ablenpr
ogr
a
mmier
ung
#787
Referenzdurchmesser Mantelbearbeitung (G120)
#788
Spindel, in der das Werkstück eingespannt ist (G98)
#790
Aufmaß G52-Geo
0: nicht berücksichtigen
1: berücksichtigen
#791..#792
G57-Aufmaße X, Z
#793
G58-Aufmaß P
#794..#795
Schneidenbreite in X und Z, um die der
Werkzeugbezugspunkt bei G150/G151 verschoben
wird
#796
Spindelnummer, für die zuletzt der Vorschub
programmiert wurde
#797
Spindelnummer, für die zuletzt die Drehzahl
programmiert wurde
#801
Geschwenkte Ebene aktiv
#802
0: G30 nicht aktiv
1: G30 aktiv
#803
Nummer der angewählten Sprache – maßgebend ist
die in Steuerungs-Parameter 4 angegebene
Reihenfolge der Sprachen (beginnend mit „0“)
#804
Ist DataPilot ?
0: Steuerung
1: DataPilot
NC-Informationen in #-Variablen
Werkzeug-Informationen in #-Variablen
#512
Werkzeugtyp 3-stellig
#513..#515
1., 2., 3. Stelle Werkzeugtyp
#516
nutzbare Länge (nl) bei Dreh- und Bohrwerkzeugen:
#517
Hauptbearbeitungsrichtung:
0: undefiniert
1: +Z
2: +X
3: –Z
4: –X
5: +/–Z
6: +/–X
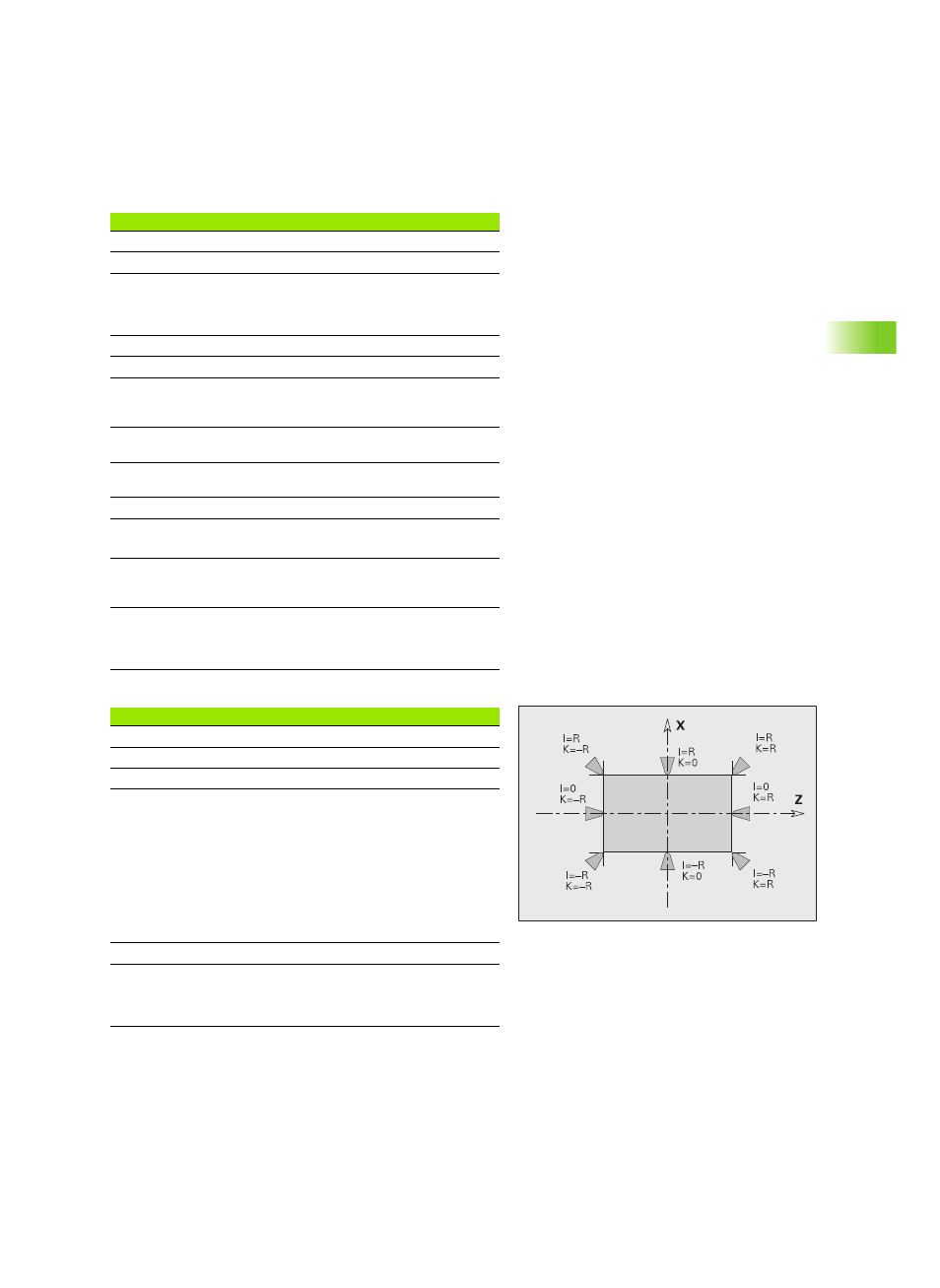
#518
Nebenbearbeitungsrichtung bei Drehwerkzeugen
#519
Abhängig vom Werkzeugtyp:
14*: 1 = rechte, 2 = linke Ausführung (A)
5**, 6**: Zähnezahl