Programmablauf, Lünette positionieren, 38 dr ehmasc hinen mit mehr er en sc hlit te n – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 334
334
4.38 Dr
ehmasc
hinen mit mehr
er
en Sc
hlit
te
n
Programmablauf
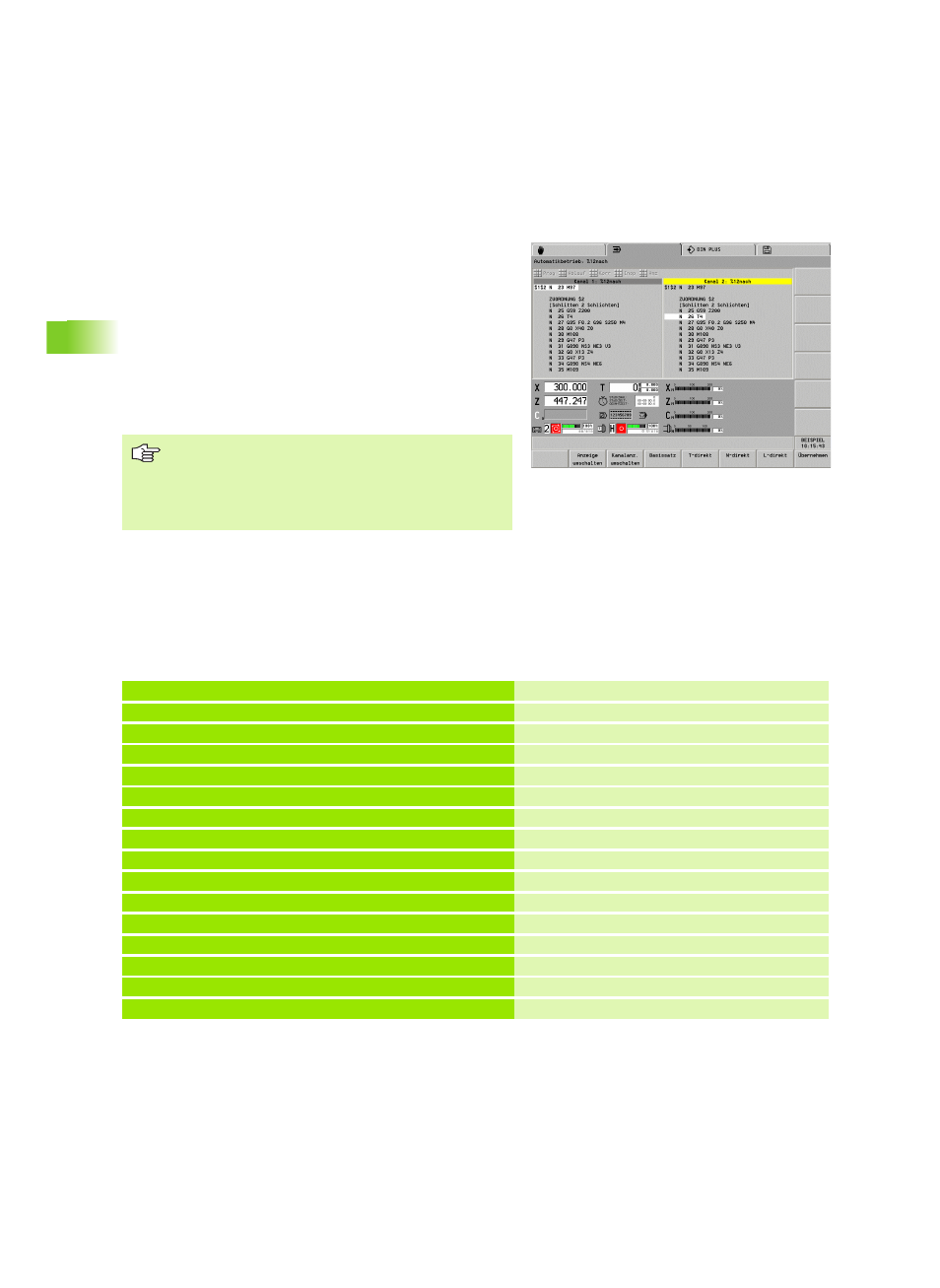
Satzanzeige: Sie können die Satzanzeige für mehrere Schlitten
einstellen. Der Cursor zeigt für jeden Schlitten den aktiven NC-Satz an.
Startsatzsuche bei Mehrschlitten-Programmen:
U
Aktivieren Sie die Satzanzeige für alle beteiligten Schlitten (Kanäle).
U
Wählen Sie den Startsatz für den ersten Schlitten aus.
U
Wechseln Sie mit der Schlittenwechsel-Taste zur Satzanzeige des
nächsten Schlittens.
U
Wählen Sie den Startsatz für den diesen Schlitten aus.
U
„Übernehmen“ Sie die Startsätze.
U
Starten Sie die Bearbeitung.
Lünette positionieren
Die Lünette wird per Unterprogramm positioniert.
Das Werkstück wird bearbeitet.
Die Lünette wird per Unterprogramm auf eine „Parkposition“
gefahren.
DIN-Programm „Lünette positionieren“
Startsatzsuche:
Wählen Sie für jeden Schlitten einen geeigneten
Startsatz aus.
Jeder Schlitten muss bis zum Startsatz die gleiche
Anzahl Synchronpunkte „abgearbeitet“ haben.
%LUEN_POS.NC
PROGRAMMKOPF
#SCHLITTEN $1$2
Schlitten 1: Werkzeugträger; Schlitten 2: Lünette
. . .
BEARBEITUNG
N 1 G59 Z1000
. . .
$1$2 N 2 M97
Schlitten 1 und 2 synchronisieren
$2 N 3 L"LUE_POS" V1 LA300
Lünette per Unterprogramm positionieren
$1$2 N 4 M97
Schlitten 1 wartet auf Lünette
ZUORDNUNG $1
N 5 G14 Q0
Bearbeitung durch Schlitten 1
N 6 T2
N 7 G95 F0.6 G96 S230 M4
N 8 G0 X350 Z10