Linear mantelfläche g111, 26 mant elfläc henbearbeit ung – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 260
Advertising
260
4.26 Mant
elfläc
henbearbeit
ung
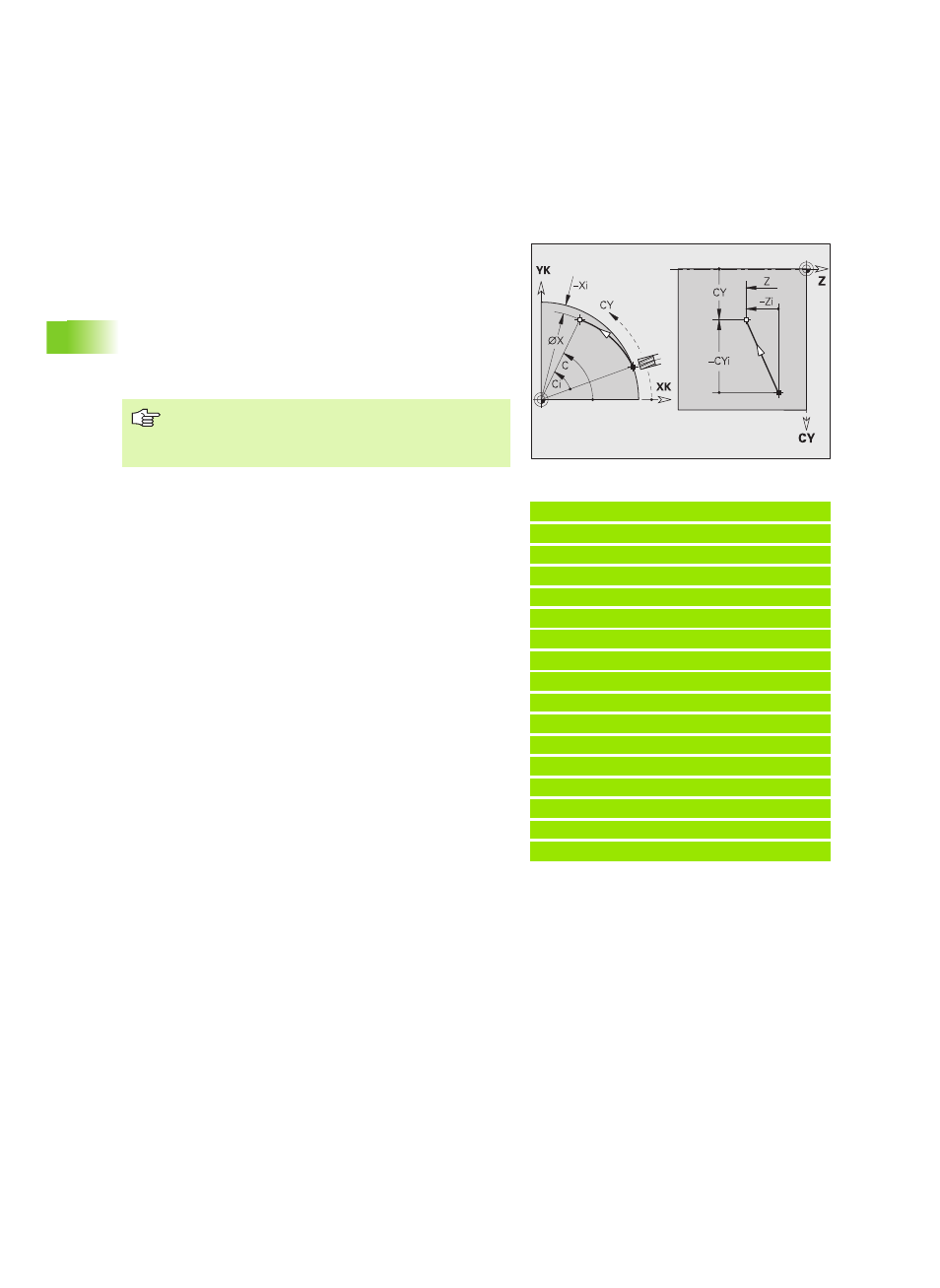
Linear Mantelfläche G111
G111 verfährt linear im Vorschub zum „Endpunkt".
Beispiel: G111
. . .
[G111, G120]
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G41 Q2 H0
N7 G110 Z-20 CY0
N8 G111 Z-40
[Linearweg Mantelfläche]
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635
N12 G40
N13 G110 X105
N14 M15
. . .
Parameter
Z
Endpunkt
C
Endwinkel – Winkelrichtung: siehe Hilfebild
CY
Endpunkt als Streckenmaß (Bezug: Mantelabwicklung bei
G120-Referenzdurchmesser)
X
Endpunkt (Durchmessermaß) – (default: aktuelle X-Position)
Programmierung:
Z, C, CY: absolut, inkremental oder selbsthaltend
Entweder Z–C oder Z–CY programmieren
Advertising