HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 291
HEIDENHAIN CNC PILOT 4290
291
4.28 Zuor
dnung, S
y
nc
hr
onisation, W
e
rk
stüc
küber
g
abe
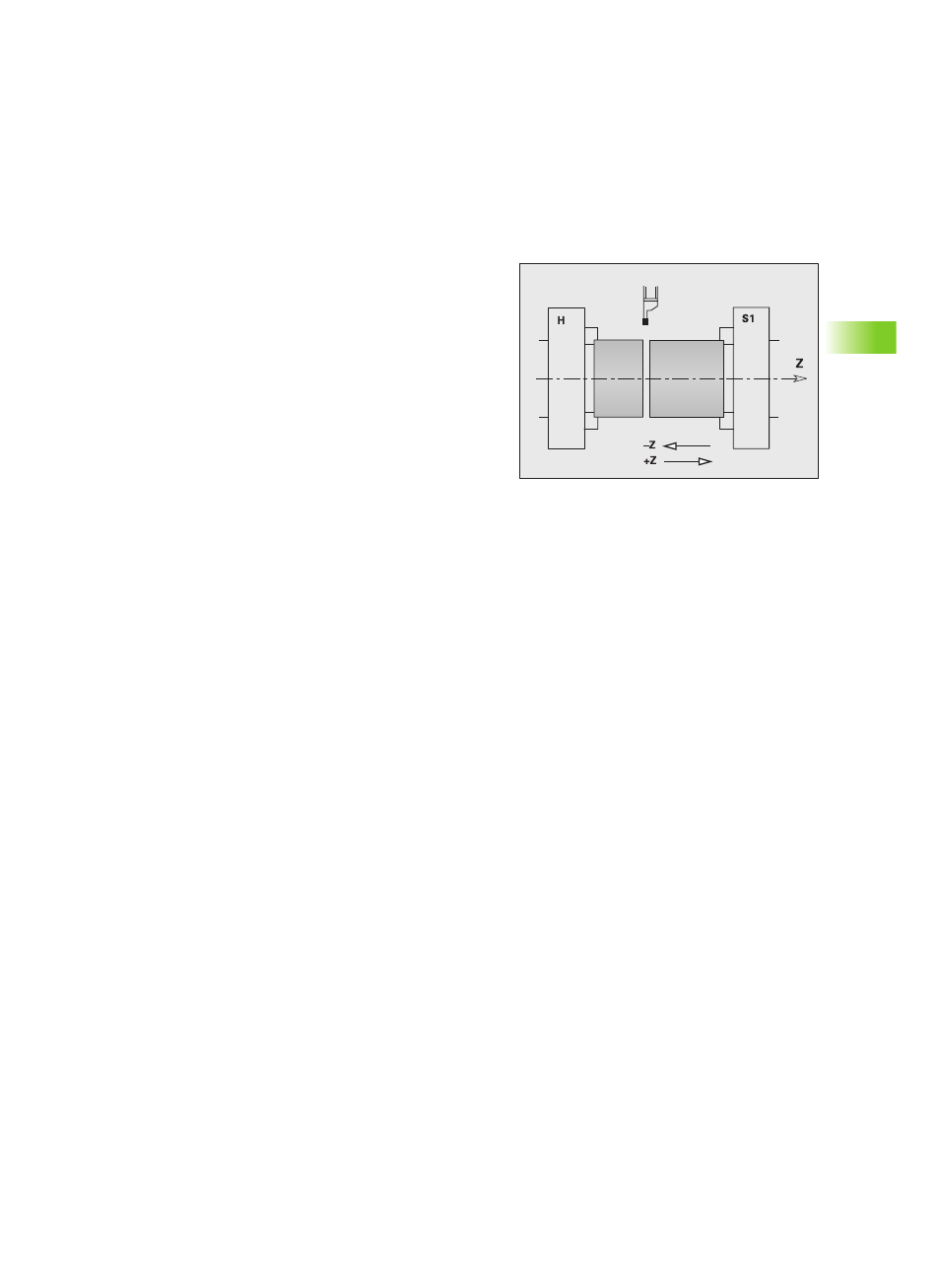
Abstechkontrolle mittels
Schleppfehlerüberwachung G917
G917 „überwacht“ den Verfahrweg. Die Kontrolle dient der
Vermeidung von Kollisionen bei nicht vollständig ausgeführten
Abstechvorgängen.
Anwendung
Abstechkontrolle: Sie fahren das abgestochene Werkstück in
Richtung „+Z“. Wenn ein Schleppfehler auftritt, gilt das Werkstück
als nicht abgestochen.
Prüfung „butzenfreies Abstechen“: Sie fahren das abgestochene
Werkstück in Richtung „–Z“. Wenn ein Schleppfehler auftritt, gilt
das Werkstück als nicht korrekt abgestochen.
In MP 1115, 1165, .. legen Sie fest:
Schleppfehlergrenze
Vorschub des „überwachten Verfahrwegs“
Ablauf der Abstechkontrolle:
1
Werkstück abstechen
2
Mit G917 die „Überwachung des Verfahrwegs“ einschalten
3
Mit G1 das abgestochene Werkstück verfahren
4
Der CNC PILOT prüft den „Schleppfehler“ und schreibt das
Ergebnis in die Variable V300
5
Variable V300 auswerten
Erfahrungswerte
G917 liefert unter folgenden Voraussetzugen zufriedenstellende
Ergebnisse:
bei rauen Spannbacken bis zu 3000 Umdrehungen pro Minute
bei glatten Spannbacken bis zu 2000 Umdrehungen pro Minute
Spanndruck > 10 bar