Spannmittel in der simulation g65, 32 sonstig e g-f unktionen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 304
304
4.32 Sonstig
e
G-F
unktionen
Spannmittel in der Simulation G65
G65 zeigt die Spannmittel in der Simulationsgrafik an. G65 ist für jedes
Spannmittel separat zu programmieren. G65 H.. ohne X, Z löscht das
Spannmittel.
Spannmittel sind in der Datenbank beschrieben und werden im
Programmabschnitt SPANNMITTEL (H=1..3) definiert.
Der Spannmittel-Referenzpunkt bestimmt die Position des
Spannmittels in der Simulationsgrafik. Die Lage des Referenzpunktes
ist von der Spannform abhängig (siehe Bild). Der Spannmittel-
Referenzpunkt wird in Bezug zum Werkstück-Nullpunkt vermaßt.
Der CNC PILOT „spiegelt“ die Spannmittel „H=1..3“, wenn Sie rechts
vom Werkstück platziert werden.
Hinweise zur Darstellung und zum Referenzpunkt:
H=1 – Spannfutter:
Wird „offen“ dargestellt
Referenzpunkt X: Mitte Spannfutters
Referenzpunkt Z: „rechte Kante“ (Breite der Spannbacken
berücksichtigen)
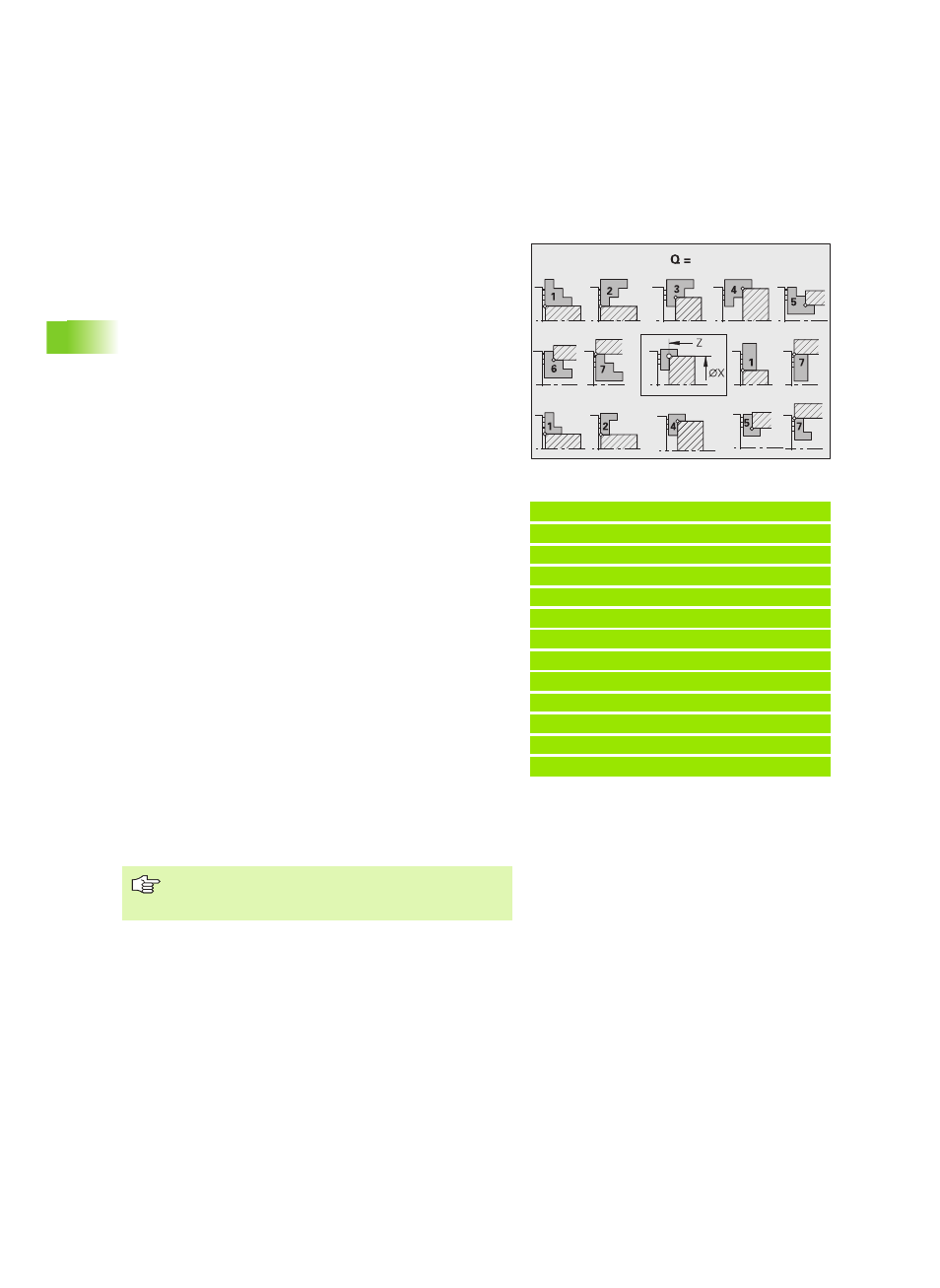
H=2 – Spannbacke („Q“ definiert den Referenzpunkt und Innen-/
Außen-Spannen):
Lage des Referenzpunktes: siehe „Bild G65“
Innen-Spannen: 1, 5, 6, 7
Außen-Spannen: 2, 3, 4
H=3 – Spannzusatz (Zentrierspitze, Körnerspitze, etc.):
Referenzpunkt in X: Mitte des Spannmittels
Referenzpunkt in Z: Spitze des Spannmittels
Beispiel: G65
. . .
SPANNMITTEL 1
H1 ID“KH110“
[Spannfutter]
H2 ID“KBA250-77“
[Spannbacke]
H4 ID“KSP-601N“
[Körnerspitze]
. . .
ROHTEIL
N.. G20 X80 Z200 K0
. . .
BEARBEITUNG
$1 N.. G65 H1 X0 Z-234
$1 N.. G65 H2 X80 Z-200 Q4
. . .
Parameter
H
Spannmittelnummer (H=1..3; Referenz auf SPANNMITTEL)
X
Anfangspunkt – Spannmittel-Referenzpunkt
(Durchmessermaß)
Z
Anfangspunkt – Spannmittel-Referenzpunkt
D
Spindelnummer (Bezug: Abschnitt SPANNMITTEL)
Q
Spannform (nur bei Spannbacken) – (default: Q aus dem
Abschnitt SPANNMITTEL)
Programmieren Sie bei Drehmaschine mit mehreren
Schlitten die G65-Sätze mit der „Schlittenkennung $..“.
Andernfalls werden die Spannmittel mehrfach gezeichnet.