Gewindebohren g36, 23 bohrzyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 250
250
4.23 Bohrzyklen
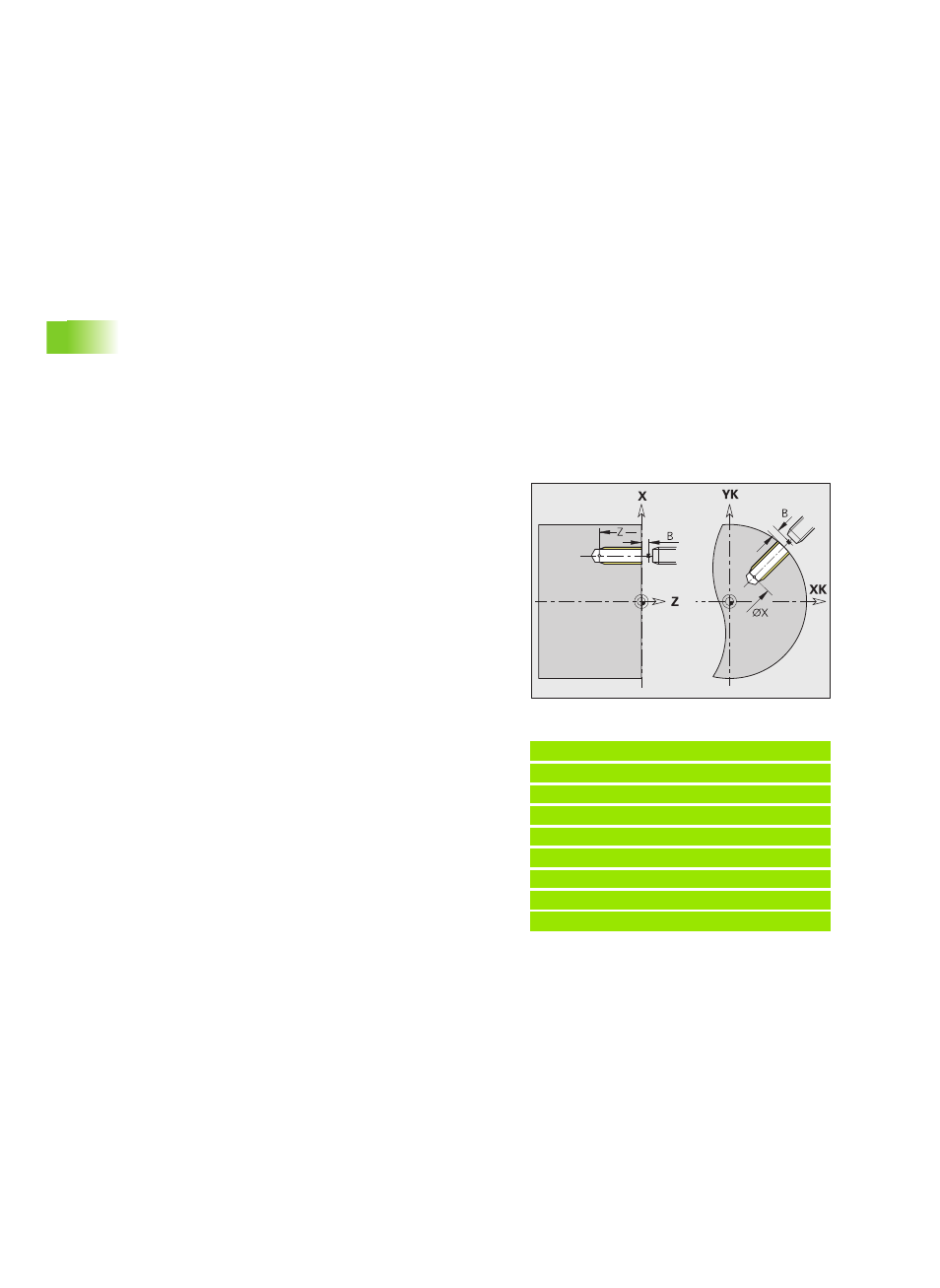
Gewindebohren G36
G36 schneidet axiale/radiale Gewinde mit feststehenden oder
angetriebenen Werkzeugen. G36 entscheidet anhand von „X/Z“, ob
eine radiale oder axiale Bohrung erstellt wird.
Fahren Sie vor G36 den Startpunkt an. G36 fährt nach dem
Gewindebohren auf den Startpunkt zurück.
Zyklusablauf
1
Fährt im Eilgang den „Startpunkt“ an:
K nicht programmiert: fährt direkt den „Startpunkt“ an
K programmiert: fährt auf die Position „K“ und dann auf den
„Startpunkt“
2
Fährt im Vorschub die „Anlauflänge B“ (Synchronisation von
Spindel und Vorschubantrieb).
3
Schneidet das Gewinde.
4
Fährt mit „Rückzugsdrehzahl S“ zurück:
K nicht programmiert: auf den „Startpunkt“
K programmiert: auf die Position „K“
Beispiel: G36
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-30
N4 G14 Q0
N5 T6 G97 S600 M3
N6 G0 X0 Z8
N7 G36 Z-25 F1.5 B3 Q0 [Gewindebohren]
. . .
Parameter
X
Endpunkt axiale Bohrung (Durchmessermaß)
Z
Endpunkt radiale Bohrung
F
Vorschub pro Umdrehung: Gewindesteigung
Q
Nummer der Spindel (default:0 – Hauptspindel)
B
Anlauflänge zur Synchronisation von Spindel und
Vorschubantrieb
H
Bezugsrichtung für Gewindesteigung (default: 0)
H=0: Vorschub auf Z-Achse
H=1: Vorschub auf X-Achse
H=2: Vorschub auf der Y-Achse
H=3: Bahnvorschub
S
Rückzugsdrehzahl (default: Drehzahl des Gewindebohrens)