Programmierung der komplettbearbeitung, 39 k o mplet tbearbeit ung – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 345
HEIDENHAIN CNC PILOT 4290
345
4.39 K
o
mplet
tbearbeit
ung
Programmierung der Komplettbearbeitung
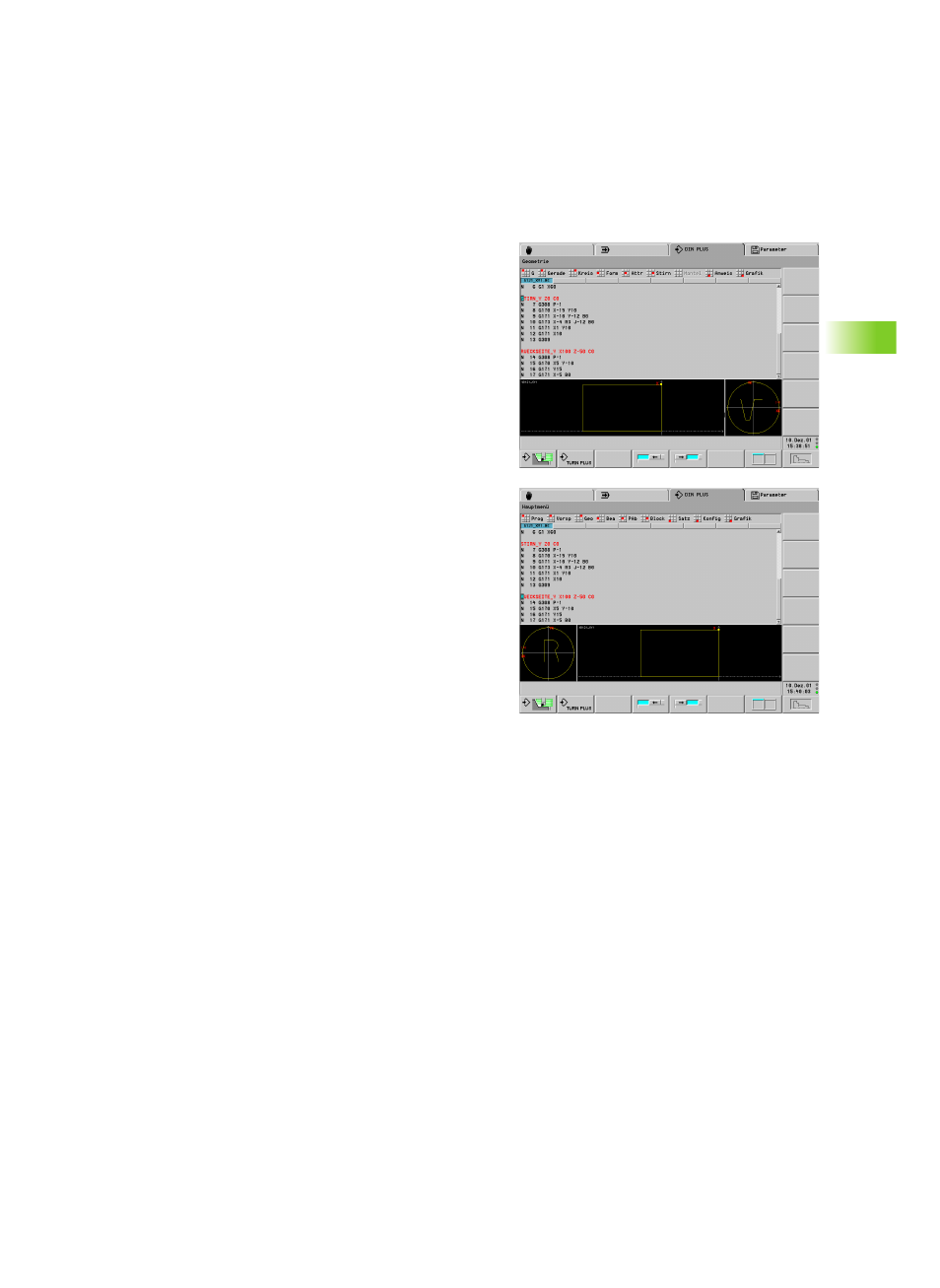
Bei der Konturprogrammierung der Rückseite ist die Orientierung der
XK-Achse (bzw. X-Achse) und der Drehsinn bei Kreisbögen zu
beachten.
Solange Sie Bohr- und Fräszyklen einsetzen, sind keine
Besonderheiten bei der Rückseitenbearbeitung zu berücksichtigen, da
sich die Zyklen auf vorab definierte Konturen beziehen.
Bei der Rückseitenbearbeitung mit den Basisbefehlen G100..G103
gelten die gleichen Bedingungen wie bei den Rückseitenkonturen.
Drehbearbeitung: Die Expertenprogramme zum Umspannen
beinhalten Konvertier- und Spiegelfunktionen. Bei der
Rückseitenbearbeitung (2. Aufspannung) gilt:
+ Richtung: vom Werkstück weg
– Richtung: zum Werkstück hin
G2/G12: Kreisbogen „im Uhrzeigersinn“
G3/G13: Kreisbogen „gegen den Uhrzeigersinn“
Arbeiten ohne Expertenprogramme
Wenn Sie die Konvertier- und Spiegelfunktionen nicht nutzen, gilt das
Prinzip:
+ Richtung: von der Hauptspindel weg
– Richtung: zur Hauptspindel hin
G2/G12: Kreisbogen „im Uhrzeigersinn“
G3/G13: Kreisbogen „gegen den Uhrzeigersinn“