Nullpunkt-verschiebung g51, Seite 199, 16 nullpunkt-v e rsc h iebung en – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 199
HEIDENHAIN CNC PILOT 4290
199
4.16 Nullpunkt-V
e
rsc
h
iebung
en
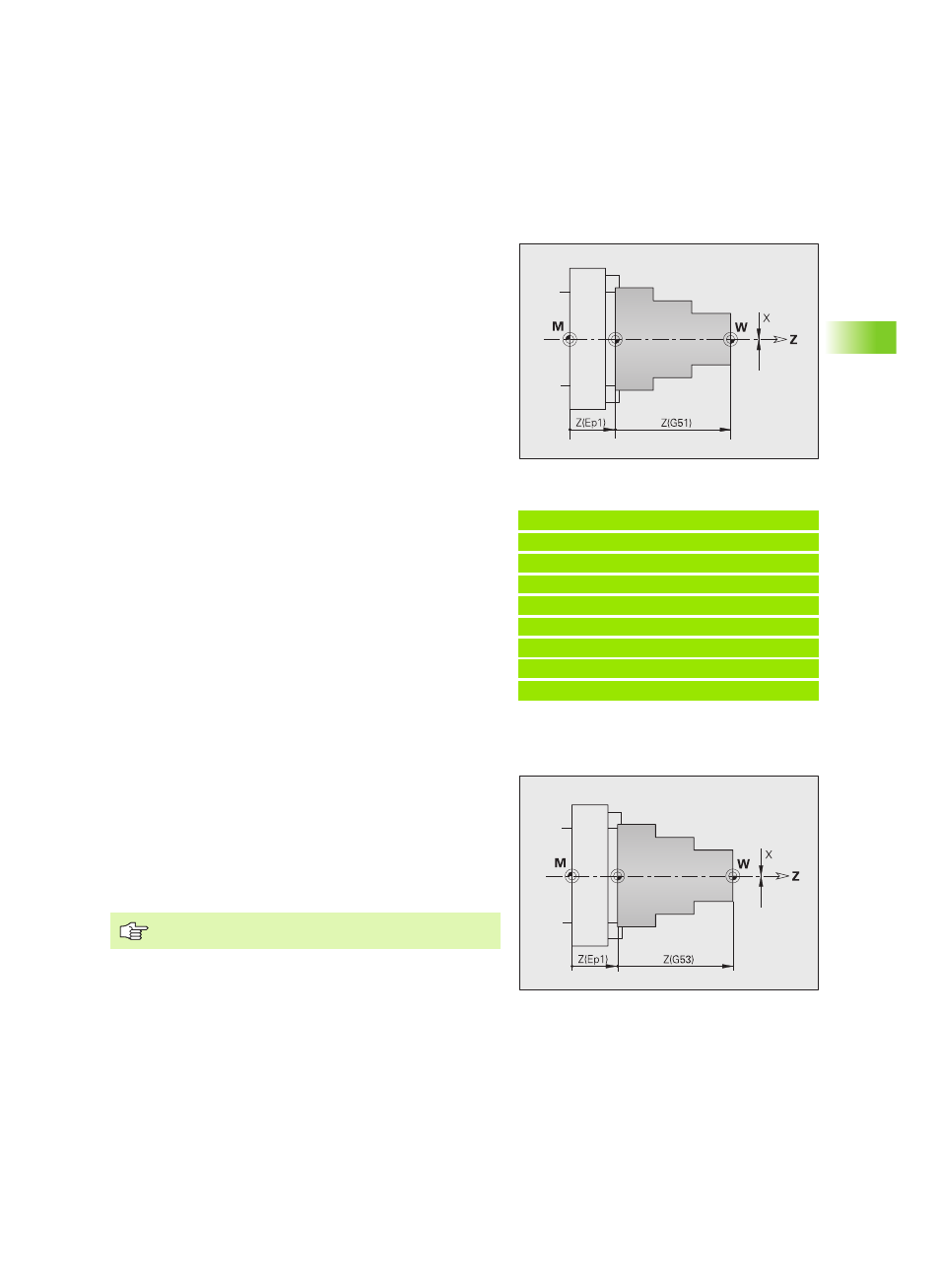
Nullpunkt-Verschiebung G51
G51 verschiebt den Werkstück-Nullpunkt um „Z“ (oder „X“). Die
Verschiebung bezieht sich auf den im Einrichtebetrieb definierten
Werkstück-Nullpunkt.
Auch wenn Sie G51 mehrfach programmieren, bleibt der Bezugspunkt
der im Einrichtebetrieb definierte Werkstück-Nullpunkt.
Die Nullpunkt-Verschiebung gilt bis Programmende, oder bis er von
anderen Nullpunkt-Verschiebungen aufgehoben wird.
Parameterabhängige Nullpunkt-Verschiebung
G53, G54, G55
G53..G55 verschiebt den Werkstück-Nullpunkt um den in den
Einrichteparametern 3, 4, 5 definierten Wert. Die Verschiebung
bezieht sich auf den im Einrichtebetrieb definierten Werkstück-
Nullpunkt.
Auch wenn Sie G53, G54, G55 mehrfach programmieren, bleibt der
Bezugspunkt der im Einrichtebetrieb definierte Werkstück-Nullpunkt.
Die Nullpunkt-Verschiebung gilt bis Programmende oder bis sie von
anderen Nullpunkt-Verschiebungen aufgehoben wird.
Parameter
X
Verschiebung (Radiusmaß)
Z
Verschiebung
Beispiel: G51
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G51 Z-28
[Nullpunkt-Verschiebung]
N5 G0 X62 Z-15
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G51 Z-56
[Nullpunkt-Verschiebung]
. . .
Eine Verschiebung in X wird als Radiusmaß angegeben.