Abstechkontrolle mittels spindelüberwachung g991 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 292
292
4.28 Zuor
dnung, S
y
nc
hr
onisation, W
e
rk
stüc
küber
g
abe
Programmierung:
G917 und G1 in einem Satz programmieren
G1 .. wie folgt programmieren:
bei „Abstechkontrolle“: Weg > 0,5 mm (um ein Kontrollergebnis
zu ermöglichen)
bei Prüfung auf „butzenfreies Abstechen“: Weg < Breite des
Abstechwerkzeugs
Ergebnis in Variable V300
0: Werkstück wurde nicht korrekt/nicht butzenfrei abgestochen
(Schleppfehler erkannt)
1: Werkstück wurde korrekt/butzenfrei abgestochen (kein
Schleppfehler erkannt)
G917 erzeugt einen „Interpreterstopp“
Abstechkontrolle mittels Spindelüberwachung
G991
G991 kontrolliert den Abstechvorgang durch Überprüfung der
Drehzahldifferenz der beiden Spindeln. Zuerst sind die Spindeln durch
das Werkstück „kraftschlüssig“ miteinander verbunden. Ist das
Werkstück abgestochen, drehen die Spindeln unabhängig
voneinander. Die Drehzahlabweichung und Überwachungszeit sind in
den MPs 808, 858, ... festgelegt, können aber mit G992 geändert
werden.
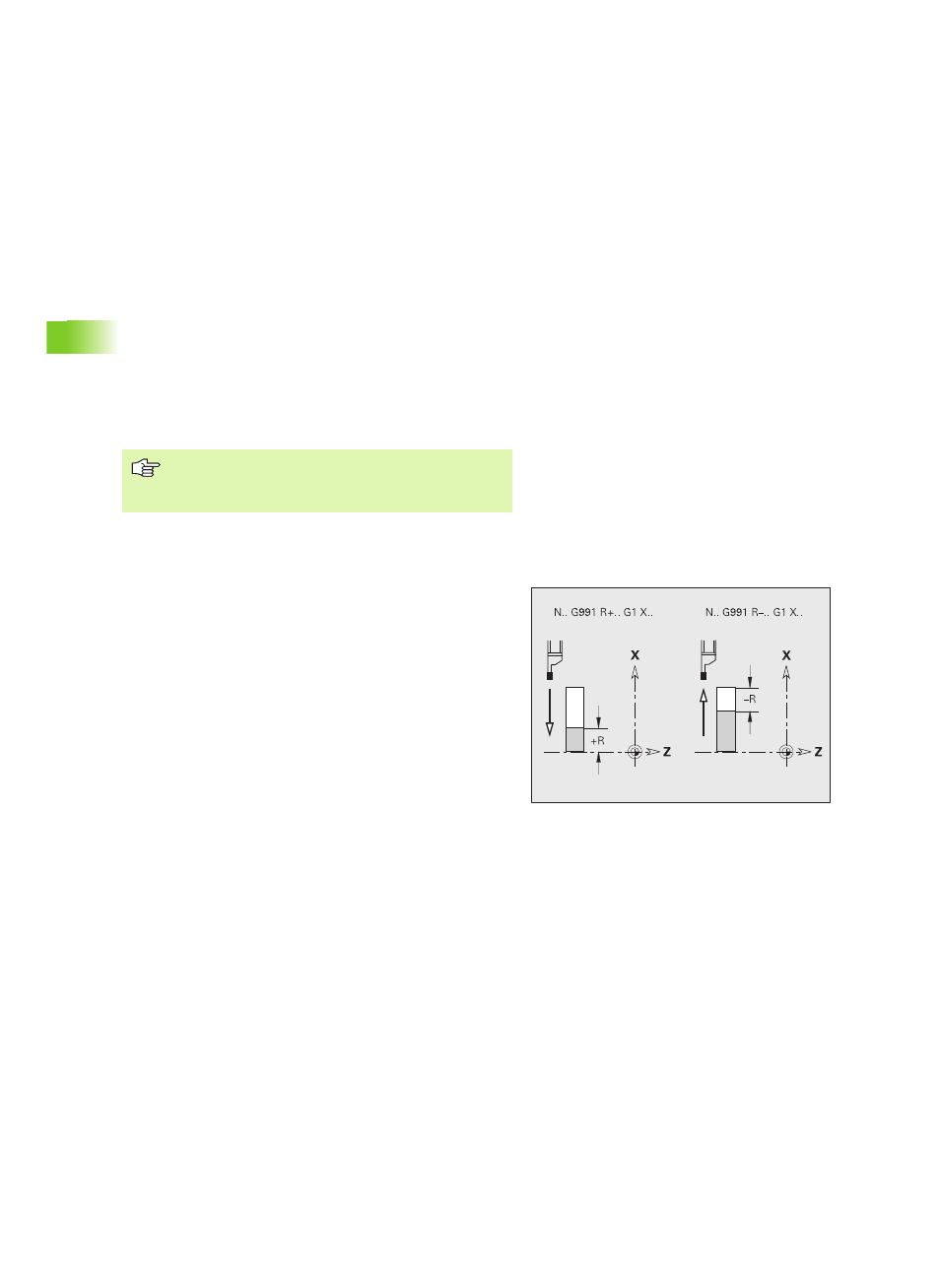
In „R“ definieren Sie den zu kontrollierenden Weg und bestimmen, ob
der Abstechweg kurz vor dem Durchtrennen oder der Rückfahrweg
überwacht wird (siehe Bild).
Der CNC PILOT schreibt das Ergebnis der Abstechkontrolle in die
Variable V300. G991 erzeugt einen „Interpreterstopp“.
Ab Software-Version 625 952-04:
Die Überwachung des Schleppfehlers erfolgt erst nach
der Beschleunigungsphase.
Parameter
R
Rückfahrweg (Radiuswert)
Keine Eingabe: Die Drehzahldifferenz der synchron
laufenden Spindeln wird (einmalig) überprüft.
R>0: Überwachung des „restlichen Abstechweges“
R<0: Überwachung des „Rückfahrwegs“. Die
Überwachung beginnt beim Start des „Rückfahrwegs“
und endet bei „Rückfahrweg – R“.