Entgraten (g840), Tgraten: siehe “entgraten (g840)” auf seite 533 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 533
HEIDENHAIN CNC PILOT 4290
533
6.14 Int
e
raktiv
e Arbeitsplang
ener
ier
ung (IA
G
)
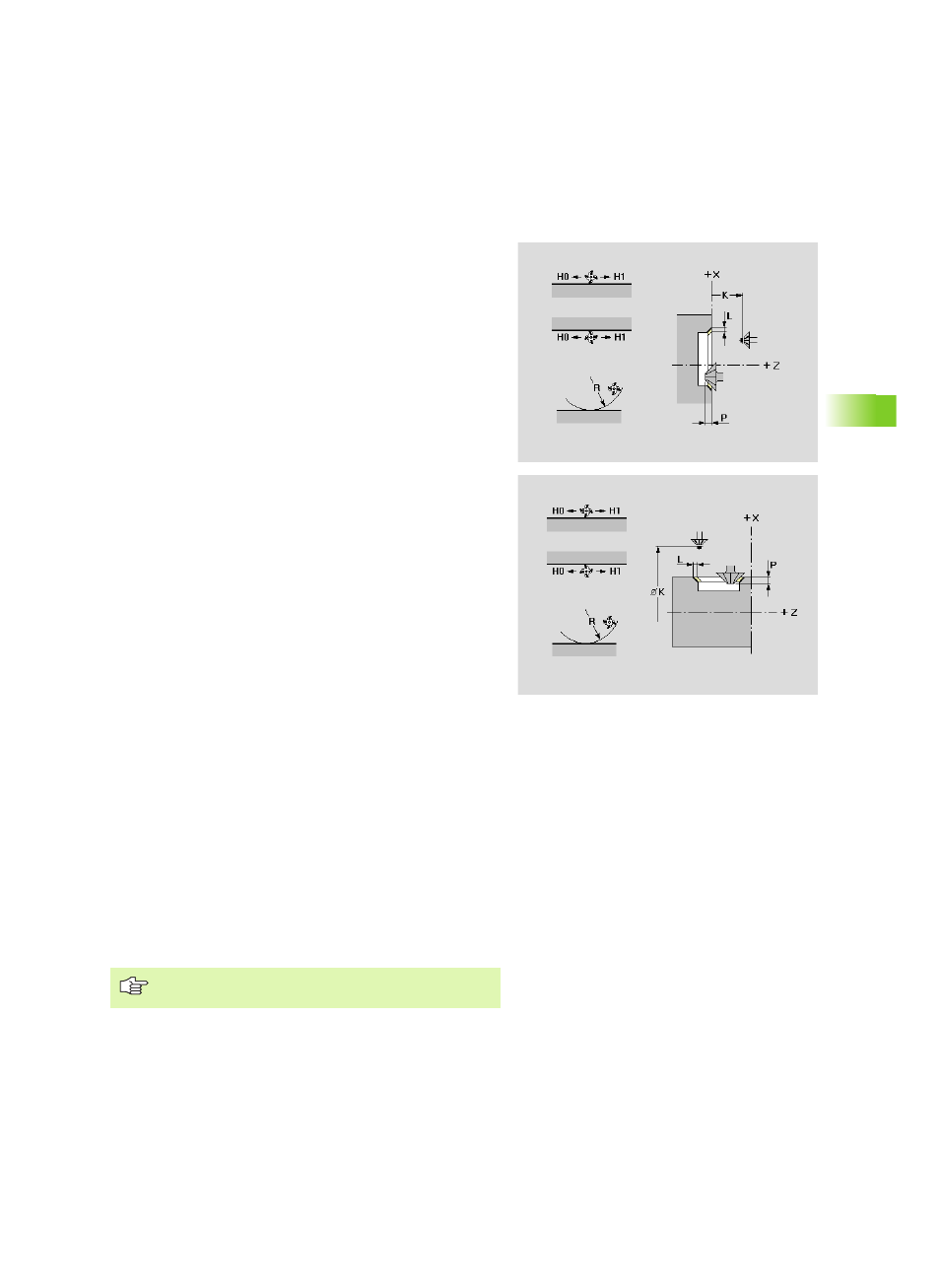
Entgraten (G840)
Die IAG generiert für die selektierte offene oder geschlossene Kontur
den Zyklus G840 mit folgenden Parametern.
Parameter
K
Rückzugsebene (default: zurück zur Startposition)
Stirn-/Rückseite: Position in Z-Richtung
Mantelfläche: Position in X-Richtung (Durchmessermaß)
Q
Fräsort
Q=0: Fräsermittelpunkt auf der Kontur
bei geschlossener Kontur:
Q=1: Innenfräsen
Q=2: Außenfräsen
bei offener Kontur:
Q=1:links der Kontur (Bezug: Bearbeitungsrichtung)
Q=2: rechts der Kontur (Bezug: Bearbeitungsrichtung)
H
Fräslaufrichtung
H=0: Gegenlauf
H=1: Gleichlauf
R
Einfahrradius
R=0: Konturelement direkt anfahren
R>0: Ein-/Ausfahrradius, der tangential an das
Konturelement anschließt
R<0 bei Innenecken: Ein-/Ausfahrradius, der tangential an
das Konturelement anschließt
R<0 bei Außenecken: Konturelement wird tangential linear
an-/abgefahren
P
Frästiefe – Eintauchtiefe des Werkzeugs (default: Fasenbreite
(aus „Bearbeitungs-Attribut Entgraten“) + 1 mm)
L
Aufmaß
Das Aufmaß „verschiebt“ die Kontur abhängig vom „Fräsort
Q“ (generiert „Aufmaß G58“ vor dem Fräszyklus):
Q=0: Aufmaß wird ignoriert
bei geschlossenen Konturen:
Q=1: verkleinert die Kontur
Q=2: vergrößert die Kontur
bei offenen Konturen:
Q=1: Verschiebung nach links
Q=2: Verschiebung nach rechts
Entgraten: Die Fasenbreite wird als Bearbeitungs-
Attribut definiert.