21 einfache drehzyklen, Zyklusende g80, Längsdrehen einfach g81 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 231
HEIDENHAIN CNC PILOT 4290
231
4.21 Einf
ac
he Dr
ehzyklen
4.21 Einfache Drehzyklen
Zyklusende G80
G80 schließt einen Bearbeitungszyklus ab.
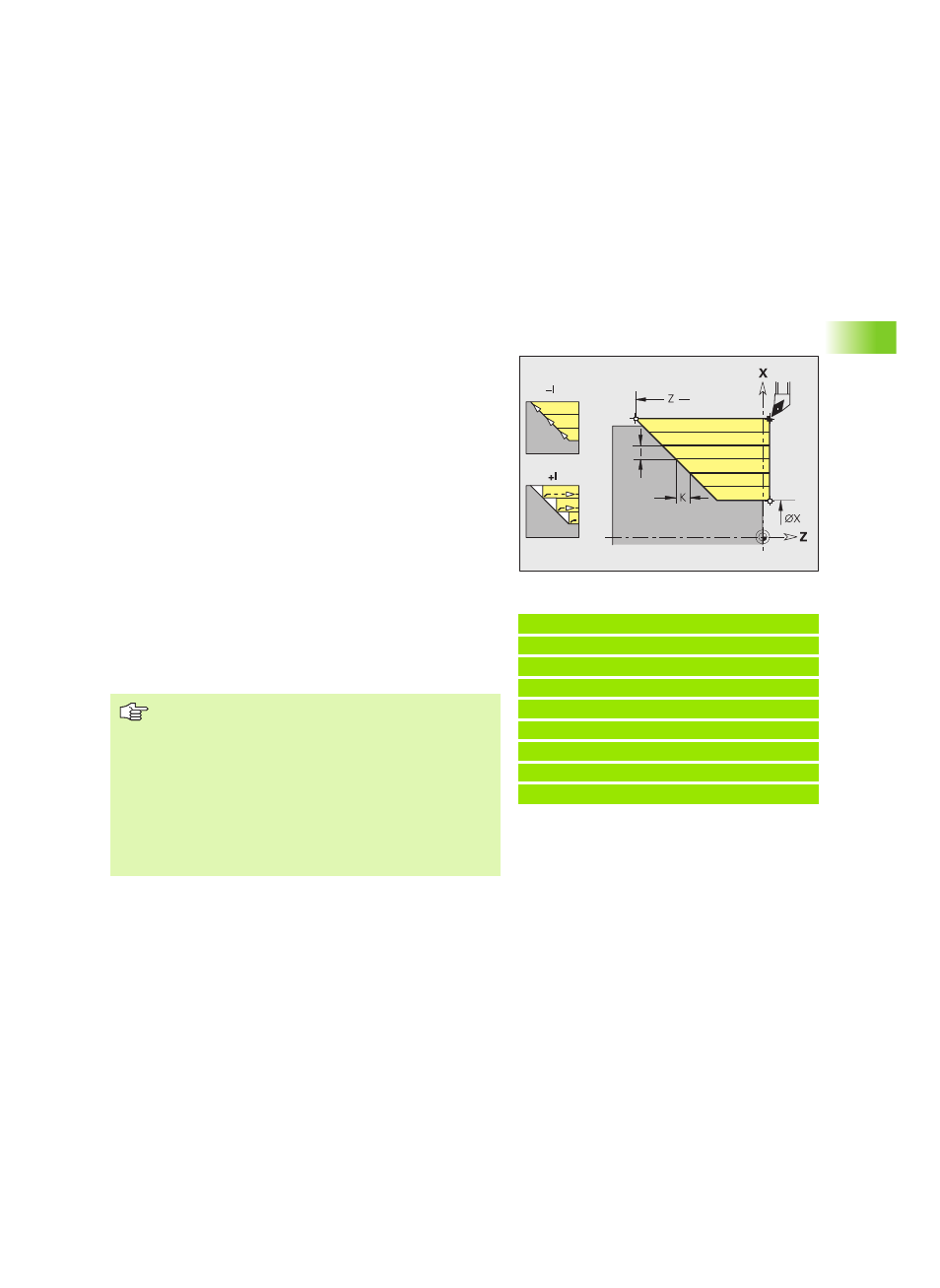
Längsdrehen einfach G81
G81 schruppt den durch die aktuelle Werkzeugposition und „X, Z“
beschriebenen Konturbereich. Bei einer Schräge definieren Sie mit I
und K den Winkel.
Der CNC PILOT erkennt eine Außen-/Innenbearbeitung anhand der
Lage des Zielpunktes. Die Schnittaufteilung wird so berechnet, dass
ein „Schleifschnitt“ vermieden wird und die errechnete Zustellung
<= „I“ ist.
Beispiel: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Parameter
X
Zielpunkt Kontur (Durchmessermaß)
Z
Zielpunkt Kontur
I
Maximale Zustellung in X-Richtung
I<0: mit Abziehen der Kontur
I>0: ohne Abziehen der Kontur
K
Versatz in Z-Richtung (default: 0)
Q
G-Funktion Zustellung (default: 0)
0: Zustellung mit G0 (Eilgang)
1: Zustellung mit G1 (Vorschub)
Programmierung X, Z: absolut, inkremental oder
selbsthaltend
Die Schneidenradiuskorrektur wird nicht
durchgeführt.
Sicherheitsabstand nach jedem Schnitt: 1mm
Ein G57-Aufmaß
wird vorzeichenrichtig verrechnet (daher sind
Aufmaße bei Innenbearbeitungen nicht möglich)
bleibt nach Zyklusende wirksam
Ein G58-Aufmaß wird nicht verrechnet.