Fahren auf festanschlag g916 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 288
288
4.28 Zuor
dnung, S
y
nc
hr
onisation, W
e
rk
stüc
küber
g
abe
Winkelversatz bei Spindelsynchronlauf erfassen
G906
G906 schreibt den Winkelversatz zwischen führender und geführter
Spindel in die Variable V921.
Programmierung:
Programmieren Sie G906 nur bei aktivem Winkelsynchronlauf –
beide Spannfutter müssen geschlossen sein
Programmieren Sie G906 in einem separaten NC-Satz
Programmieren Sie vor der Verarbeitung von V921 ein G909
(Interpreterstopp)
G906 erzeugt einen „Interpreterstopp“
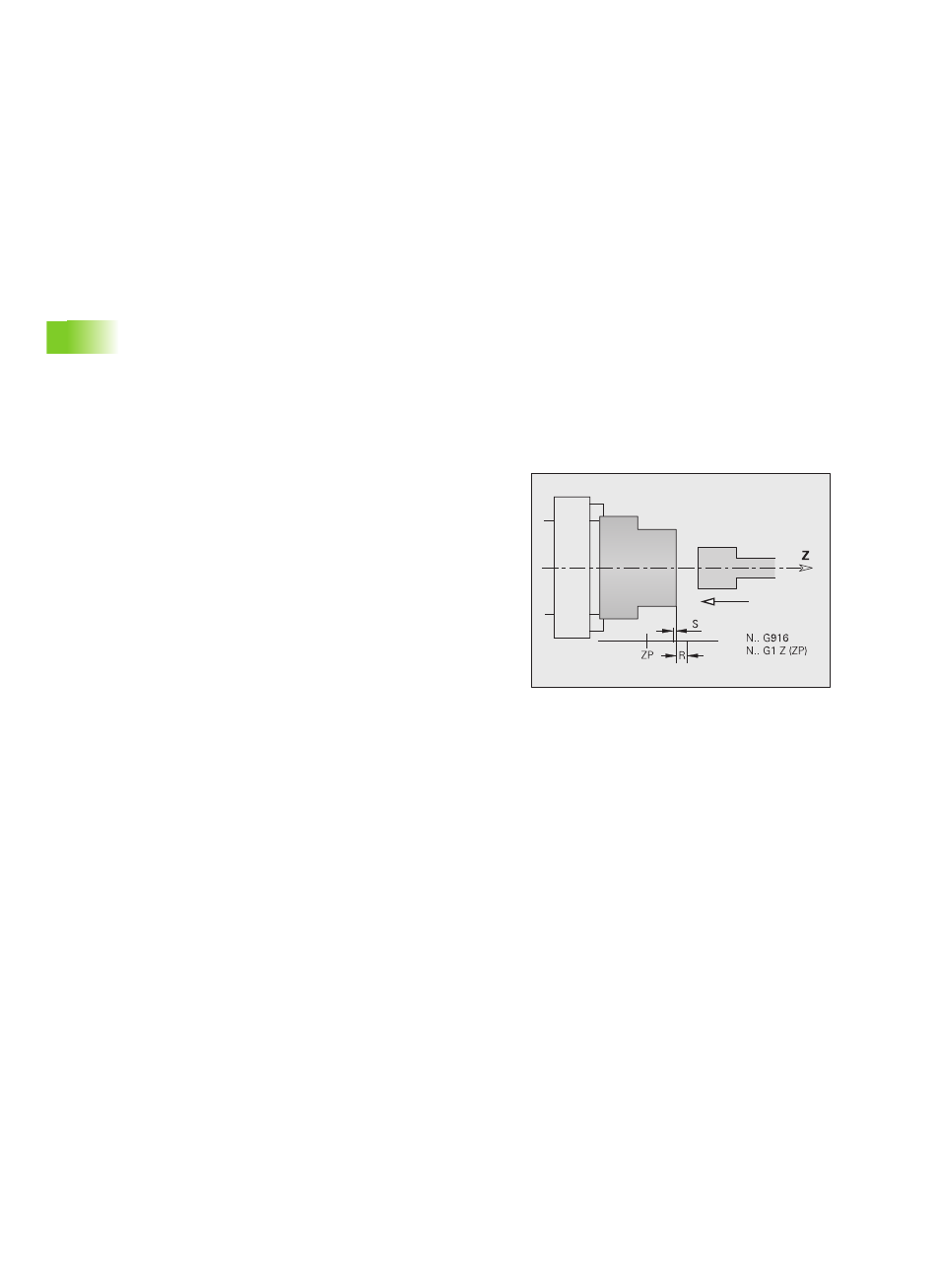
Fahren auf Festanschlag G916
G916 schaltet die „Überwachung des Verfahrweges“ ein. Sie fahren
dann mit G1 auf einem „Festanschlag“. G916 setzen Sie ein für:
Fahren auf Festanschlag (Beispiel: Übernahme eines
vorbearbeiteten Werkstücks mit der zweiten verfahrbaren Spindel,
wenn die Position des Werkstücks nicht exakt bekannt ist).
Reitstock an das Werkstück andrücken (Reitstock-Funktion)
Der CNC PILOT stoppt den Schlitten und speichert die
„Anschlagposition“. G916 erzeugt einen „Interpreterstopp“.
Fahren auf Festanschlag (G916 ohne Parameter). Der CNC PILOT
fährt bis zum Festanschlag und hält an, sobald der Schleppfehler
erreicht ist. Der restliche Verfahrweg wird gelöscht.
speichert die „Anschlagposition“ in den Variablen V901..V918.
fährt um den Schleppfehler + Reversierweg zurück (MP 1112, 1162,
..).
In MP 1112, 1162, .. legen Sie fest:
Schleppfehlergrenze
Reversierweg
Parameter
H
Anpresskraft in daNewton (1 daNewton = 10 Newton)
D
Modus:
D=1: Reitstock-Funktion aktivieren
D=2: Reitstock-Funktion deaktivieren
Ab Software-Version 625 952-04:
D=3: kein Abbruchfehler bei Erreichen der Endposition
R
Reversierweg