Stechdrehen radial/axial (g869) – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 514
514
6.14 Int
e
raktiv
e Arbeitsplang
ener
ier
ung (IA
G
)
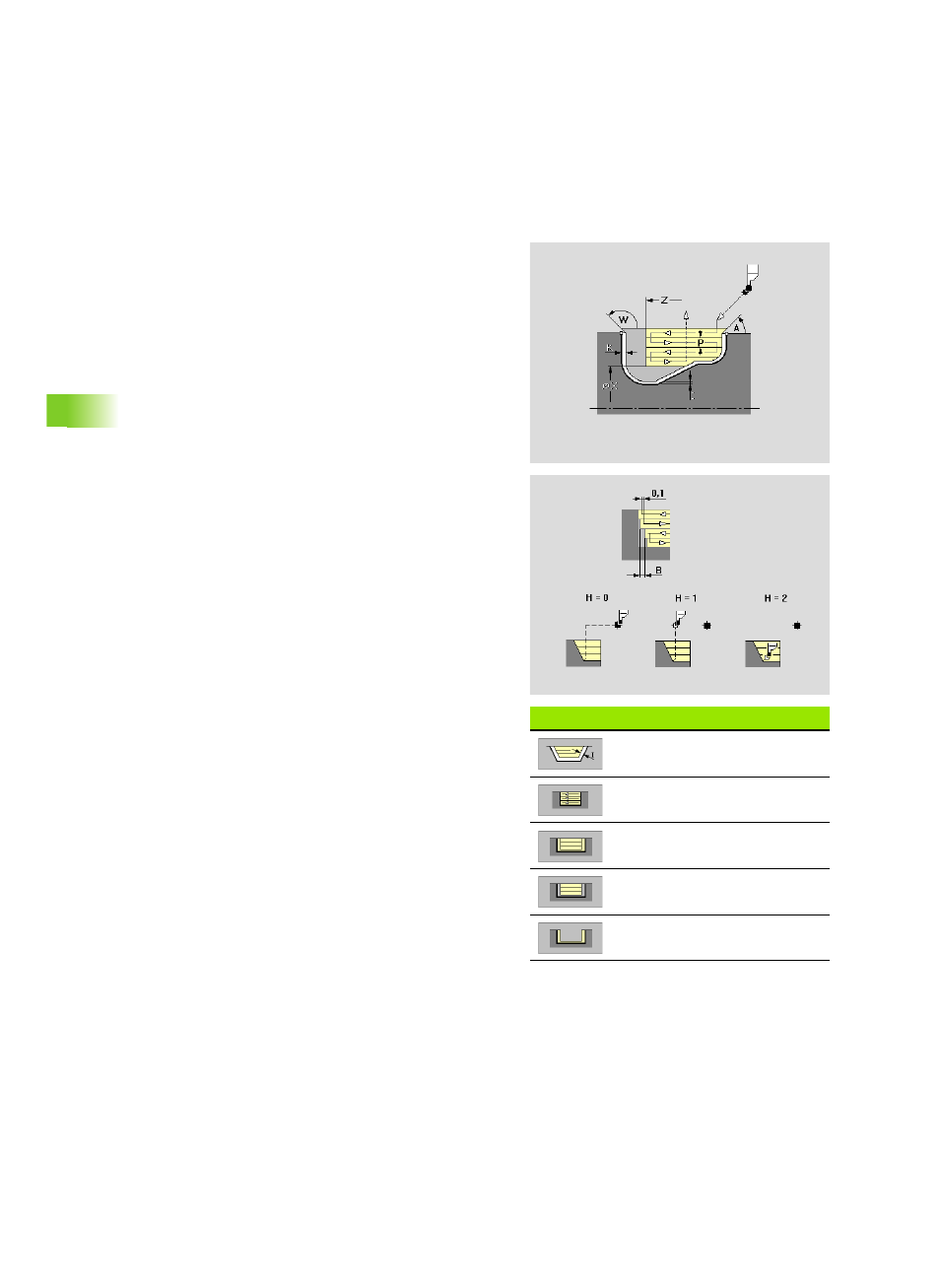
Stechdrehen radial/axial (G869)
Die IAG generiert für den selektierten Konturbereich den Zyklus G869
(Zerspanung mit alternierenden Einstech- und Schruppbewegungen).
Die Parameter des Stechdrehens radial und axial sind bis auf die
Bezugsachse des An- und Abfahrwinkels identisch. „Stechdrehen
axial“: siehe “Stechdrehen axial (G869)” auf Seite 515
Softkeys „Stechedrehen“
Längsaufmaß/konstantes Aufmaß
Unidirektional/Bidirektional
Vorstechen und Schlichten
Vorstechen
Schlichten
Parameter
P
Maximale Schnitttiefe
R
Tiefenkorrektur
Abhängig vom Material, der Vorschubgeschwindigkeit etc.
„verkippt“ die Schneide bei der Drehbearbeitung. Diesen
Zustellungsfehler korrigieren Sie mit der
„Drehtiefenkorrektur“. Die Korrektur wird in der Regel
empirisch ermittelt.
B
Versatzbreite
Ab der zweiten Zustellung wird beim Übergang von der Dreh-
zur Stechbearbeitung die zu zerspanende Strecke um die
„Versatzbreite“ reduziert. Bei jedem weiteren Übergang von
der Dreh- zur Stechbearbeitung an dieser Flanke erfolgt die
Reduzierung um „B“, zusätzlich zu dem bisherigen Versatz.
Das verbleibende Restmaterial wird am Ende des Vorstechens
mit einem Stechhub zerspant.
A
Anfahrwinkel (default: entgegen der Einstechrichtung)
radial: Bezug Z-Achse
axial: Bezug X-Achse
W
Abfahrwinkel (default: entgegen der Einstechrichtung)
radial: Bezug Z-Achse
axial: Bezug X-Achse
X
Schnittbegrenzung
Z
Schnittbegrenzung
I
Abhängig von der Softkey-Einstellung:
Längsaufmaß
Konstantes Aufmaß (generiert „Aufmaß G58“ vor dem
Zyklus)
K
Planaufmaß
S
(Unidirektionales/) bidirektionales Vorstechen (Einstellung per
Softkey):
Ja (S=0): bidirektional
Nein (S=1): unidirektional in der bei der Selektion des
Bearbeitungsbereichs festgelegten Richtung
O
Stechvorschub (default: aktiver Vorschub)
E
Schlichtvorschub (default: aktiver Vorschub)