Stechdrehzyklus g869 – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 225
HEIDENHAIN CNC PILOT 4290
225
4.20 K
ont
urbez
o
g
e
ne Dr
ehzyklen
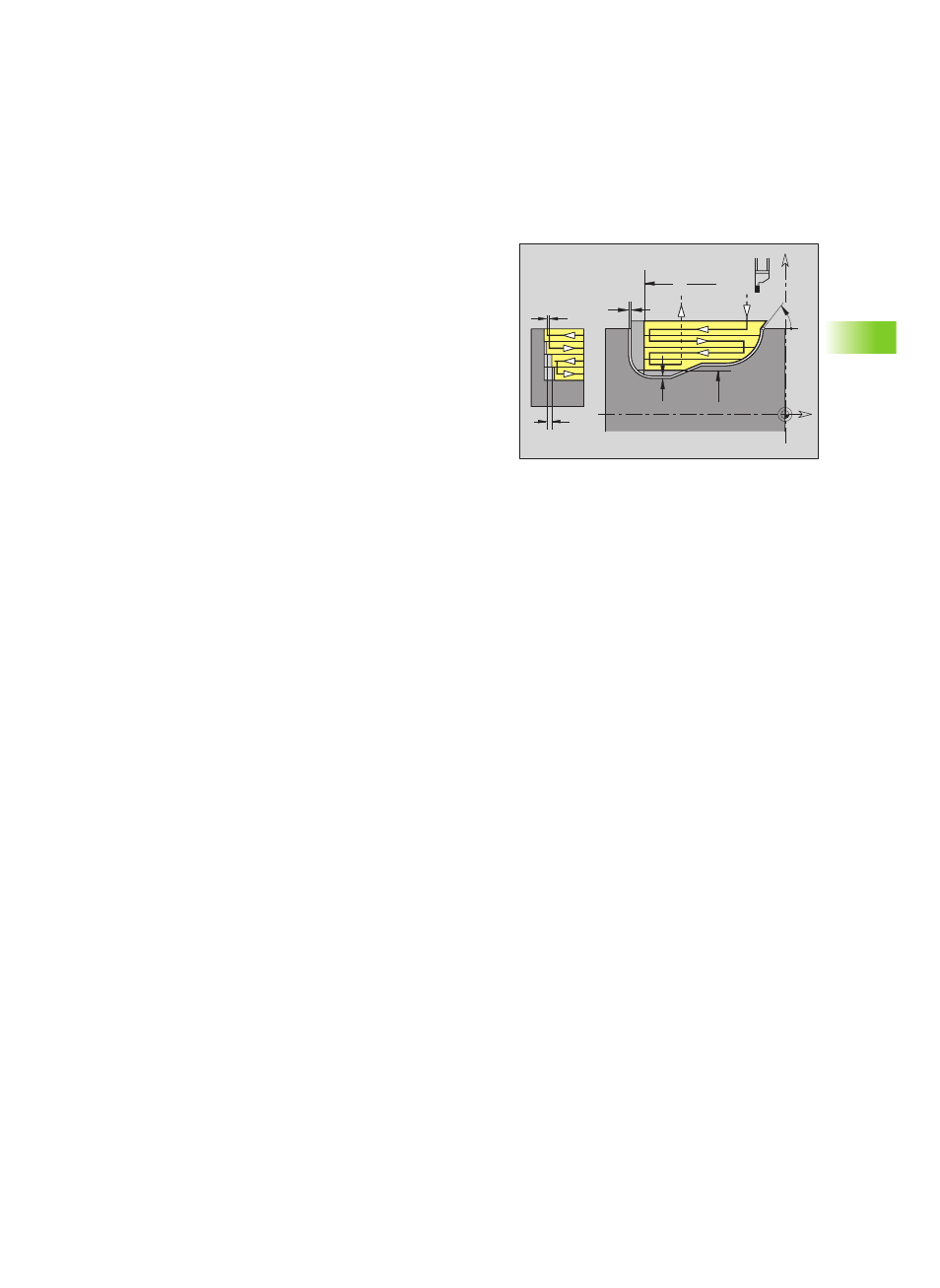
Stechdrehzyklus G869
G869 zerspant den durch „NS, NE" beschriebenen Konturbereich
axial/radial von „NS nach NE“. Durch alternierende Einstech- und
Schruppbewegungen erfolgt die Zerspanung mit einem Minimum an
Abhebe- und Zustellbewegungen. Die zu bearbeitende Kontur darf
mehrere Täler enthalten. Gegebenenfalls wird die Zerspanungsfläche
in mehrere Bereiche unterteilt.
Z
K
X
Z
B
0,1mm
A
I
Ø
X
Ø
Parameter
NS
Anfang-Satznummer
Beginn des Konturabschnitts, oder
Referenz auf einen G22-/G23-Geo-Einstich
NE
Ende-Satznummer (Ende des Konturabschnitts):
NE nicht programmiert: Das Konturelement NS wird in
Konturdefinitionsrichtung bearbeitet.
NS=NE programmiert: Das Konturelement NS wird
entgegen Konturdefinitionsrichtung bearbeitet.
NE entfällt, wenn die Kontur mit G22-/G23-Geo definiert ist
P
Maximale Zustellung
R
Drehtiefenkorrektur für Schlichtbearbeitung (default: 0)
I
Aufmaß in X-Richtung (Durchmessermaß) – (default: 0)
K
Aufmaß in Z-Richtung (default: 0)
X
Schnittbegrenzung (Durchmessermaß) – (default: keine
Schnittbegrenzung)
Z
Schnittbegrenzung (default: keine Schnittbegrenzung)
A
Anfahrwinkel (default: entgegen der Einstechrichtung)
W
Abfahrwinkel (default: entgegen der Einstechrichtung)
Q
Ablauf (default: 0)
Q=0: Schruppen und Schlichten
Q=1: nur Schruppen
Q=2: nur Schlichten
U
Drehbearbeitung unidirektional (default: 0)
U=0: Die Schruppbearbeitung erfolgt bidirektional.
U=1: Die Schruppbearbeitung erfolgt unidirektional in
Bearbeitungsrichtung (von „NS nach NE“)
H
Freifahrart bei Zyklusende (default: 0)
H=0: zurück zum Startpunkt (axialer Einstich: erst Z- dann X-
Richtung; radialer Einstich: erst X- dann Z-Richtung)
H=1: positioniert vor der fertigen Kontur
H=2: hebt auf Sicherheitsabstand ab und stoppt