1 8 bearbeit ungshin w eise – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 563
HEIDENHAIN CNC PILOT 4290
563
6.1
8
Bearbeit
ungshin
w
eise
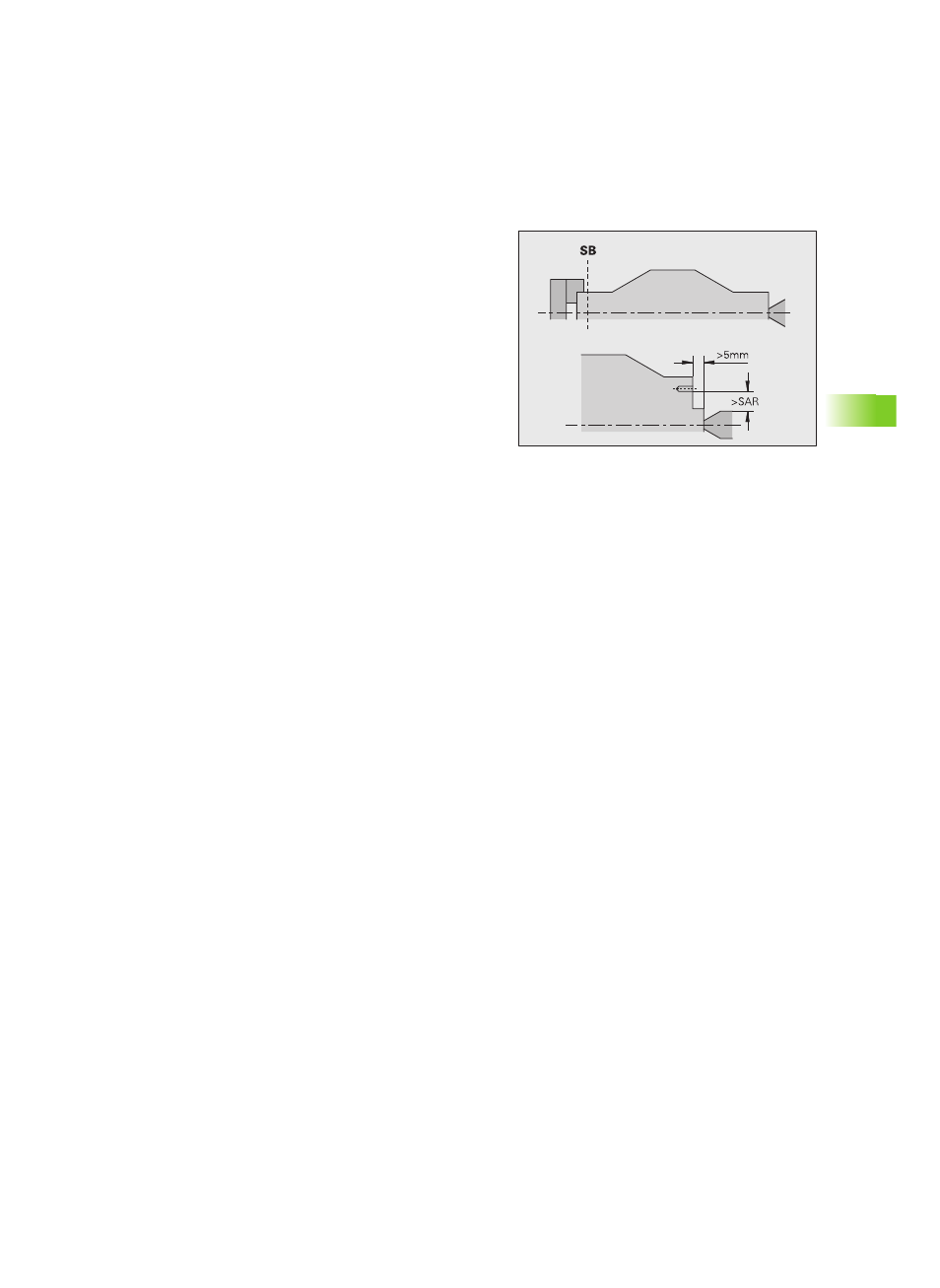
Schutzbereiche für die Bohr- und Fräsbearbeitung
TURN PLUS bearbeitet Bohr- und Fräskonturen auf den Planflächen
(Stirn- und Rückseite) unter folgenden Bedingungen:
der (horizontale) Abstand zur Planfläche ist > 5 mm, oder
der Abstand zwischen Spannmittel und Bohr-/Fräskontur ist > SAR
(SAR: siehe Bearbeitungs-Parameter 2).
Ist die Welle spindelseitig in Backen gespannt, berücksichtigt TURN
PLUS die Schnittbegrenzung (SB).
Bearbeitungshinweise
Spindelseitige Futterspannung: Das Rohteil im Spannbereich
sollte vorbearbeitet sein. Aufgrund der Schnittbegrenzung könnten
andernfalls keine sinnvollen Bearbeitungsstrategien generiert
werden.
Stangenbearbeitung: TURN PLUS steuert nicht den Stangenlader
und bewegt nicht die Aggregate Reitstock und Lünette. Die
Bearbeitung zwischen Spannzange und Körnerspitze mit
Nachsetzen des Werkstücks wird nicht unterstützt.
Planbearbeitung
Beachten Sie, dass die Einträge der „Bearbeitungsfolge“ für das
gesamte Werkstück gelten, auch für die Planbearbeitung der
Wellenenden.
Die AAG bearbeitet nicht den rückseitigen Innenbereich. Ist die
Welle spindelseitig mit Backen gespannt, wird die Rückseite nicht
bearbeitet.
Längsbearbeitung: Zuerst wird der vorderseitige, danach der
rückseitige Bereich bearbeitet.
Kollisionsvermeidung: Werden Bearbeitungen nicht
kollisionsfrei durchgeführt, können Sie:
das Zurückziehen des Reitstocks, das Platzieren der Lünette, etc.
nachträglich im DIN PLUS Programm ergänzen.
durch nachträgliches Einfügen von Schnittbegrenzungen im DIN
PLUS Programm Kollisionen vermeiden.
die automatische Bearbeitung in der AAG durch Vergabe des
Attributs „nicht Bearbeiten“ oder durch Angabe des
„Bearbeitungsorts“ in der Bearbeitungsfolge unterbinden.
das Rohteil mit dem Aufmaß=0 definieren. Dann entfällt die
Bearbeitung der Vorderseite (Beispiel abgelängte und zentrierte
Wellen).