Zyklus freistich g85, 21 einf ac he dr ehzyklen – HEIDENHAIN CNC Pilot 4290 V7.1 Benutzerhandbuch
Seite 235
HEIDENHAIN CNC PILOT 4290
235
4.21 Einf
ac
he Dr
ehzyklen
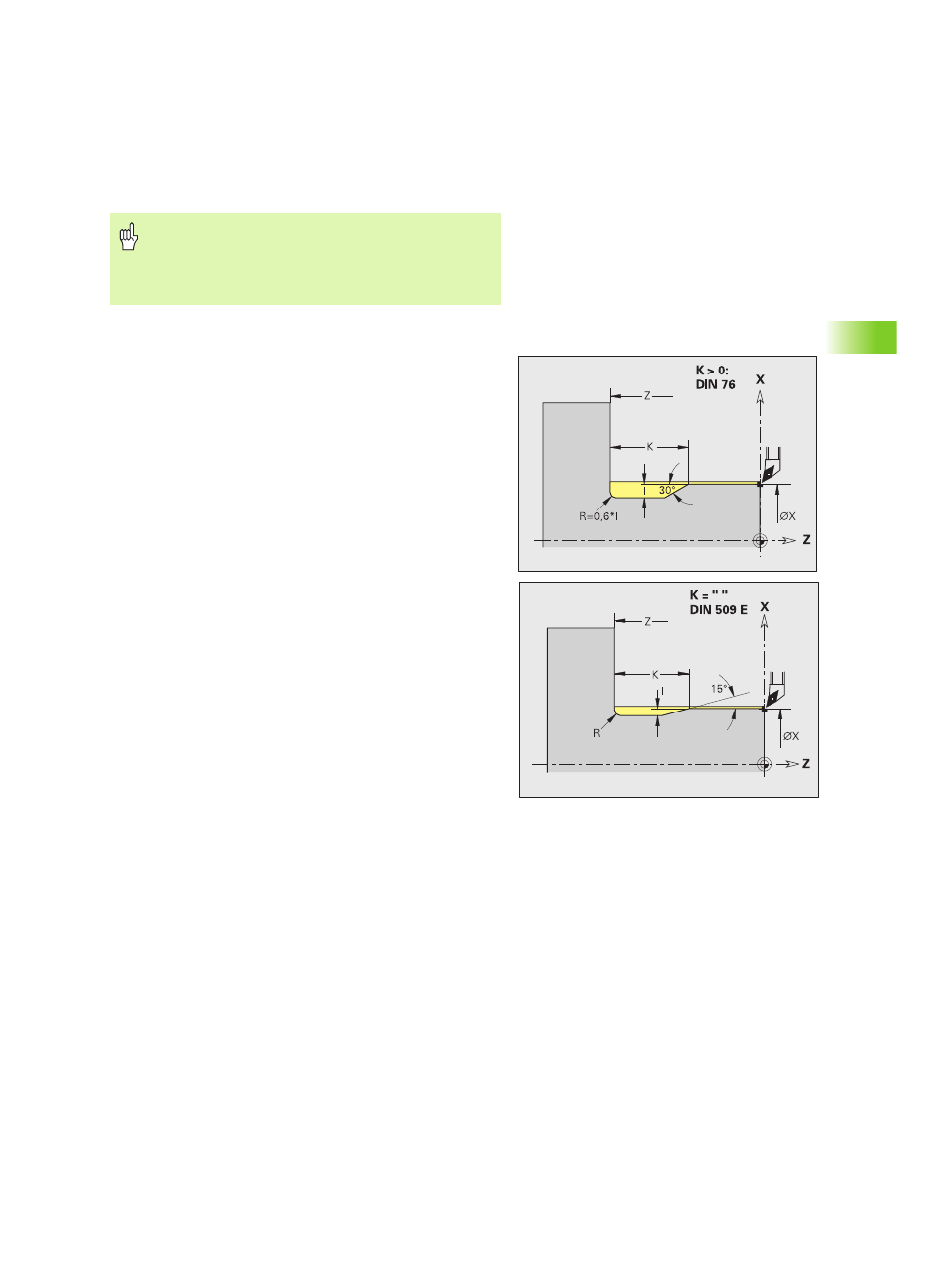
Zyklus Freistich G85
G85 erstellt Freistiche nach DIN 509 E, DIN 509 F und DIN 76
(Gewindefreistich). Der CNC PILOT entscheidet den Freistichtyp
anhand „K“.
G85 bearbeitet den vorgelagerten Zylinder, wenn Sie das Werkzeug
auf den Durchmesser X „vor“ dem Zylinder positionieren.
Die Verrundungen des Gewindefreistichs werden mit dem Radius
0,6 * I ausgeführt.
Achtung Kollisionsgefahr!
Nach einem Schnitt fährt das Werkzeug diagonal zurück,
um für den nächsten Schnitt zuzustellen. Programmieren
Sie, wenn nötig, einen zusätzlichen Eilgangweg, um eine
Kollision zu vermeiden.
Parameter
X
Zielpunkt (Durchmessermaß)
Z
Zielpunkt
I
Tiefe (Radiusmaß)
DIN 509 E, F: Schleifaufmaß (default: 0)
DIN 76: Freistichtiefe
K
Freistichbreite und Freistichtyp
K keine Eingabe: DIN 509 E
K=0: DIN 509 F
K>0: Freistichbreite bei DIN 76
E
Reduzierter Vorschub für die Fertigung des Freistichs (default:
aktiver Vorschub)
Siehe auch folgende Tabellen